


Customer
Parts manufacturer precision tools
| Machine interface: | MAS-BT 30 |
| Material: | 1,0503 / C45 |
| Thread size: | M3 x 0.5 |
| Core hole: | D = 2.53 mm |
| L = 10.0 mm | |
| Blind hole | |
| Thread depth: | T = 8.0 mm |
| Cutting speed Vc: | 30 m/min |
| Cooling/Lubrication: | CL outside |
Industry
Electronics industry
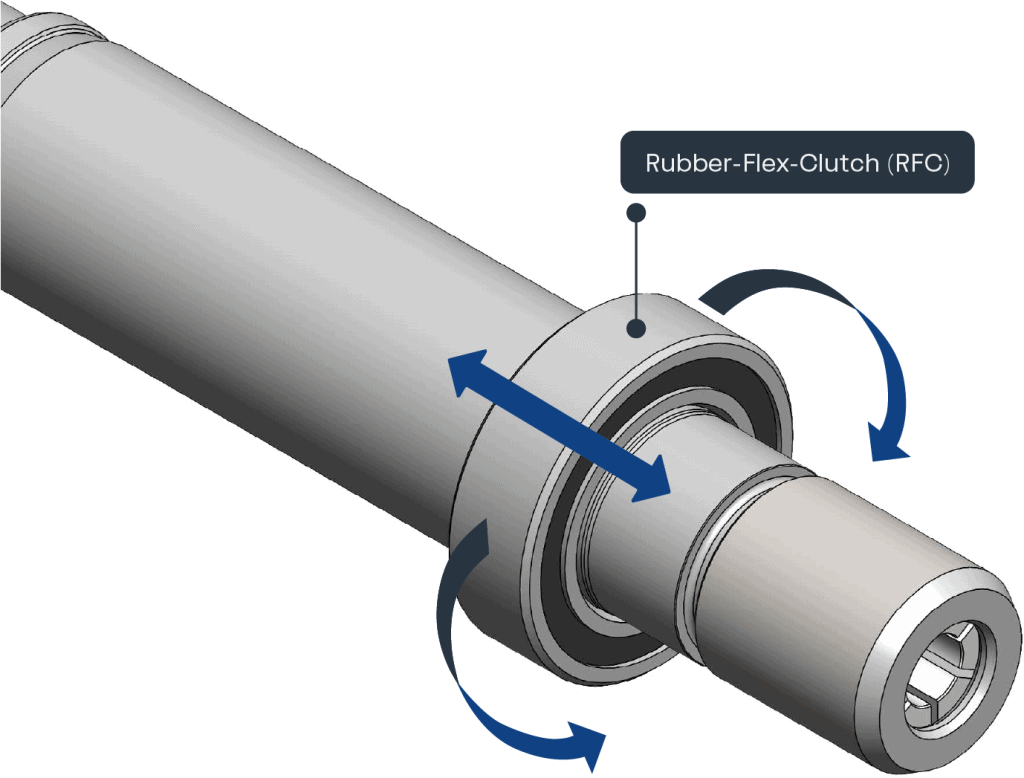
SYNCHRO I
SYNCHRO II
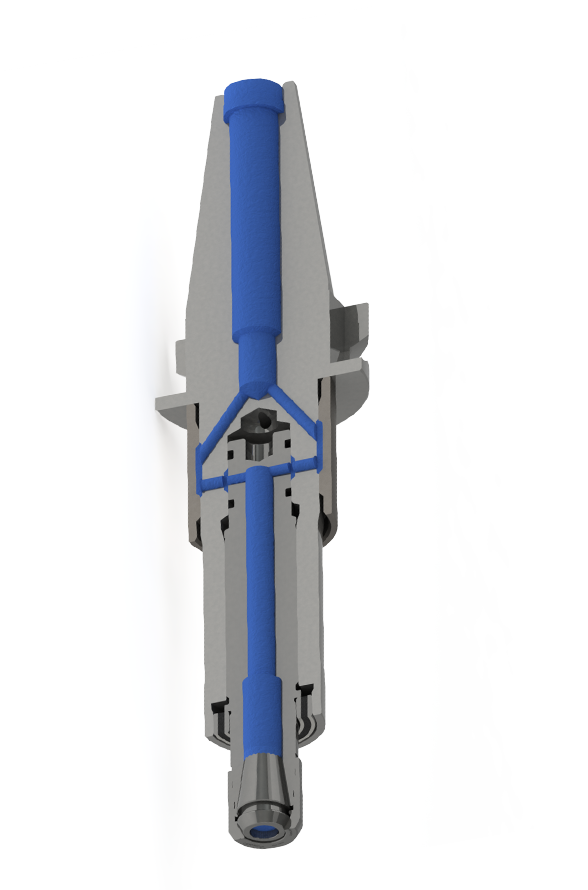
MSC (Mini Synchro Chuck)
| Machine: | Heller FP4000 |
| Machine interface: | HSK-A 63 |
| Material: | 3,2315 AlSi1MgMn |
| Thread size: | M2.5 + M3 |
| Speed: | 2,000 1/min |
| Cutting speed Vc: | 19 m/min |
| Cooling/Lubrication: | CL inside + outside |
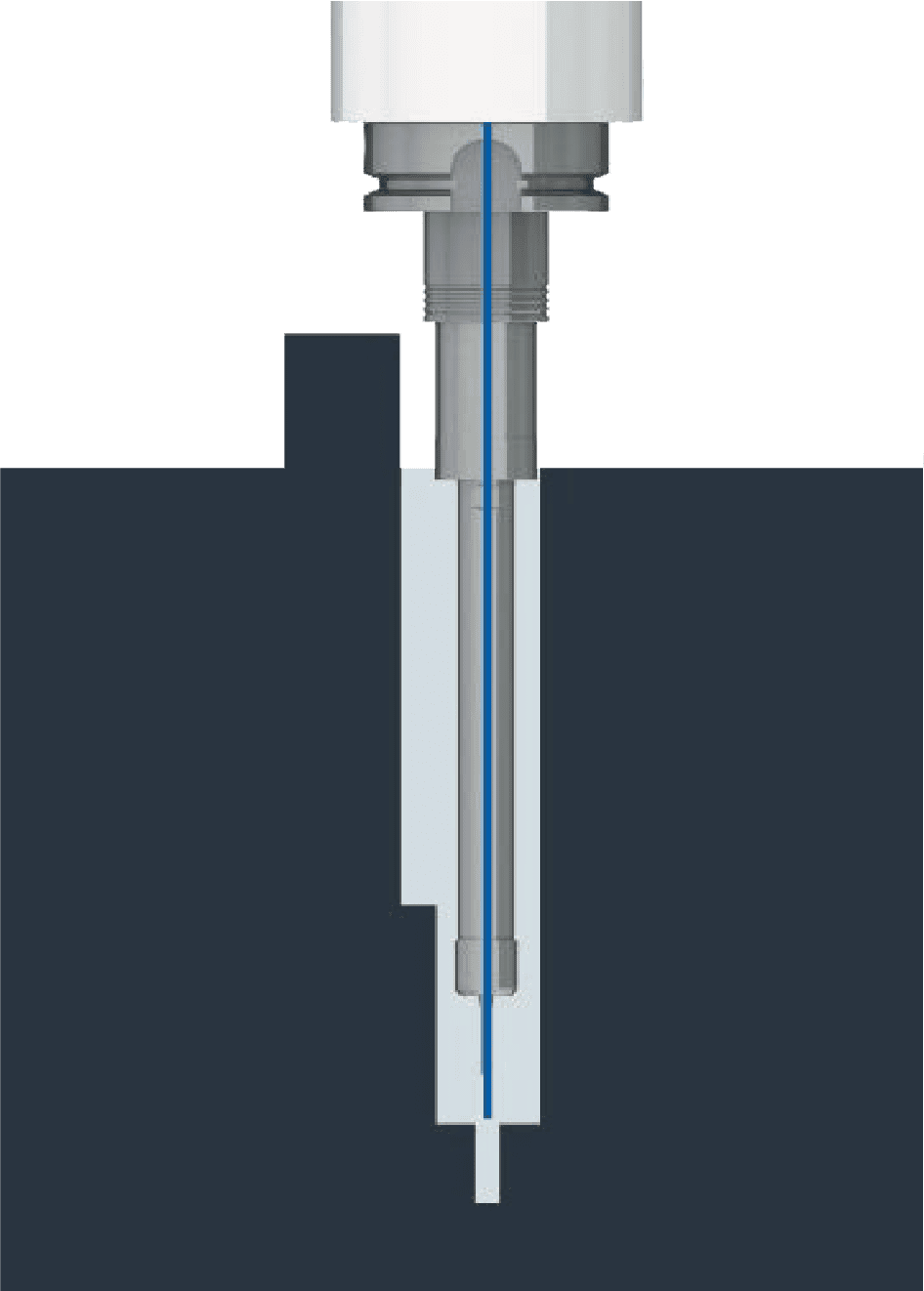
| Challenge: | Immersion depth |
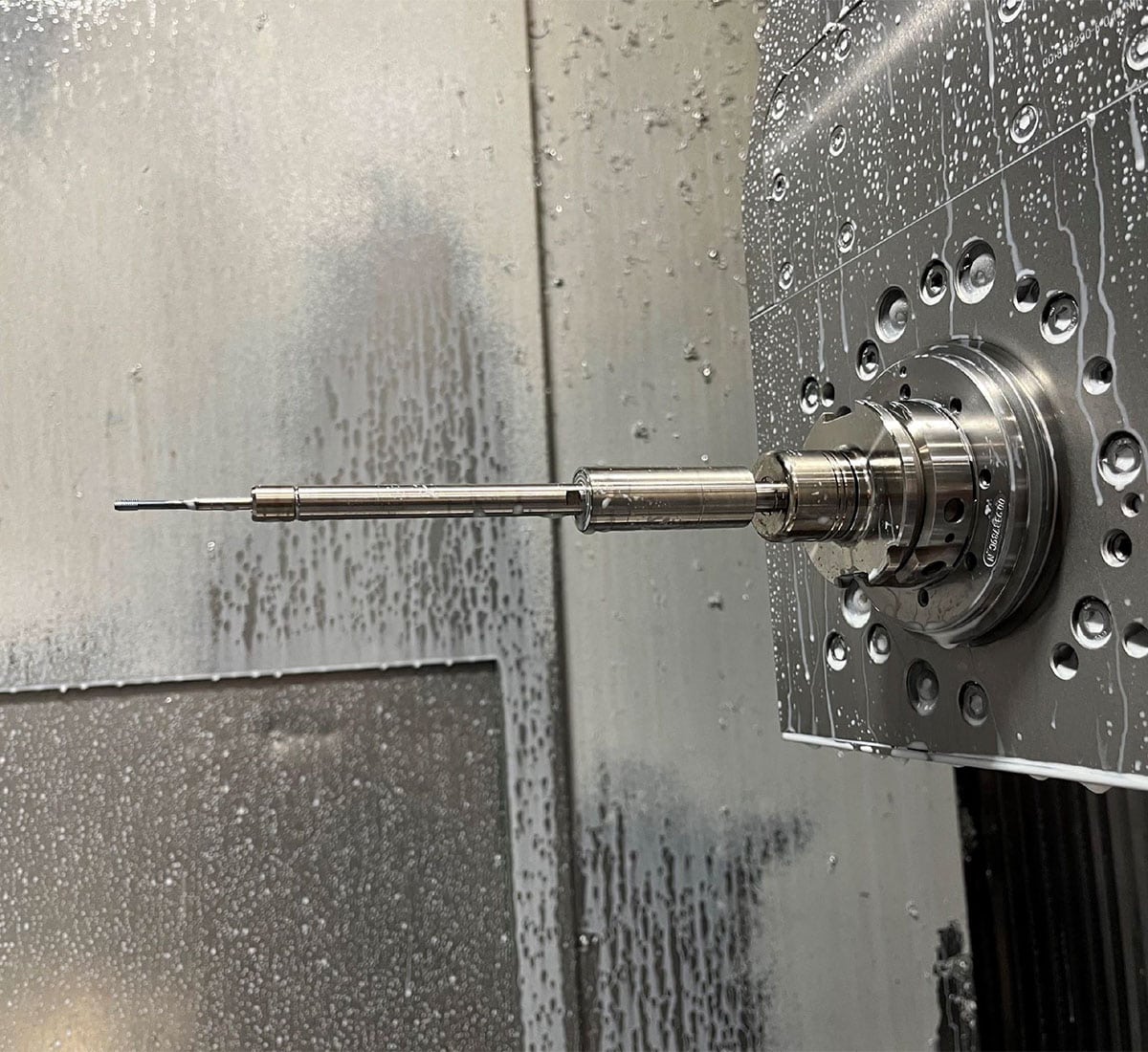
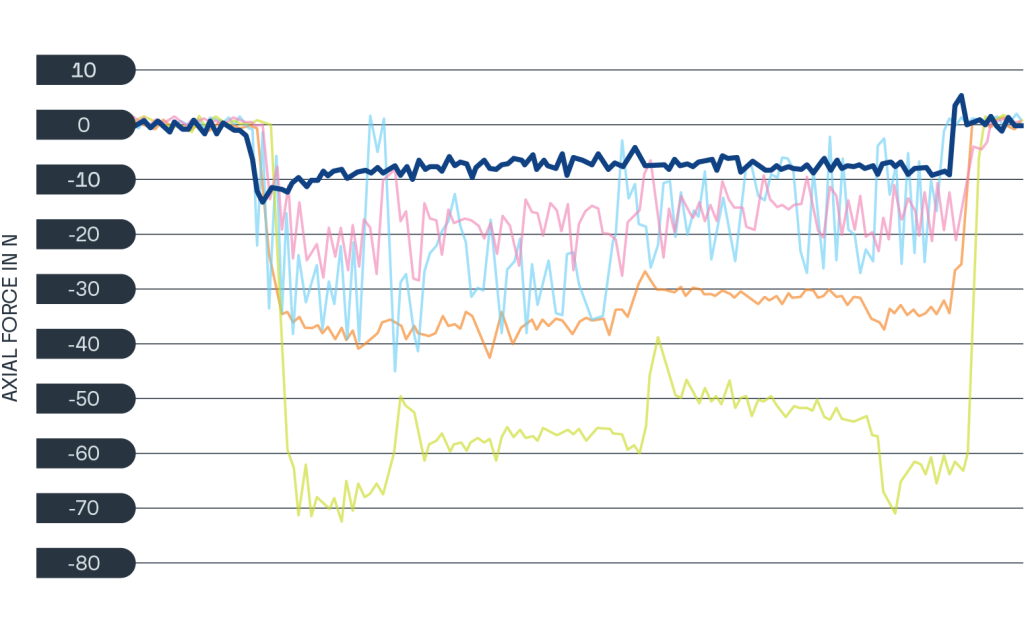
M2,5 & M3 FORMING THREADS (ACTUAL STATE BEFORE USING MSC: unsafty process becauce of threading tool break)
Actual state tool break
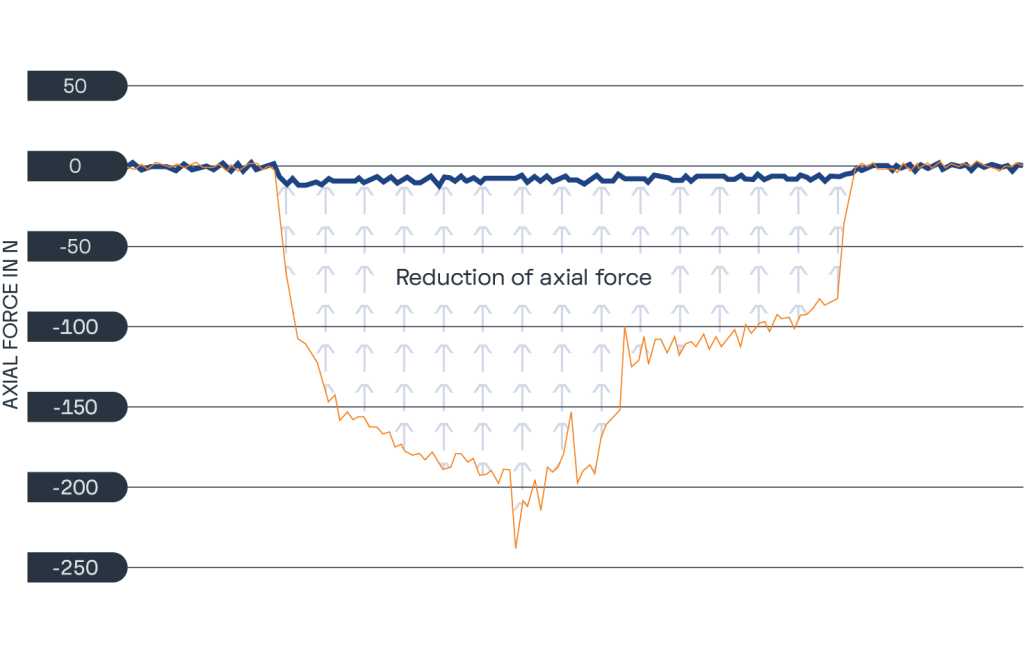
Target state until tool change
Result using MSC (Mini Synchro Chuck)